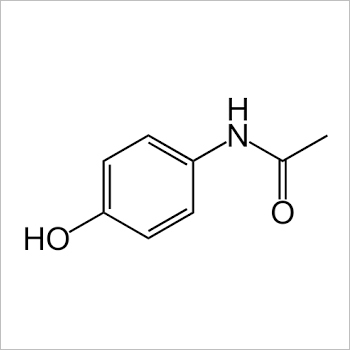
Product Description
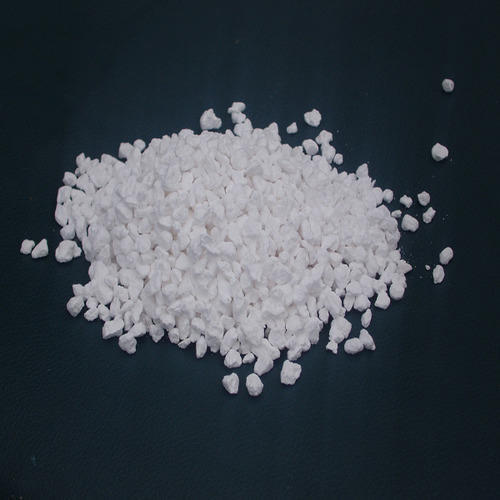
Paracetamol Chemical, CAS No: 103-90-2, is a pharmaceutical-grade, best-seller ingredient widely recognized for its masterful synthesis and high purity (minimum 99%). Presented as a gorgeous, odorless white crystalline powder, this product is cost-effective and perfect for both antipyretic and analgesic pharmaceutical applications. Stable under recommended storage conditions, its physical and chemical properties include a boiling point of 420C (decomposes) and a mild, slightly bitter taste. Procure this trusted productideal for distributors, manufacturers, importers, and tradersoffered in standard 25 kg fiber drums or as per your specific requirements, ensuring safety and structural integrity during transportation.
Outstanding Features and Commercial Applications
Paracetamol Chemical boasts impeccable stability, pharmaceutical-grade purity, and a perfect crystalline powder form, making it suitable for automated machine filling and precise dosage formulation. The application method involves easy dispersion in tablet and syrup formulations. Its commercial use spans from over-the-counter pain relief to fever reducers, and as a pharmaceutical intermediate. Widely integrated in the healthcare, pharmaceutical, and export industries, it serves as the foundation for producing masterful, cost-effective medication for global markets.
Supply Capacity and Export Markets Exchange
Our supply network ensures steady exchange and delivery of Paracetamol Chemical, with sample availability on request. Packaging options are adaptable to domestic and international market needs, commonly in robust 25 kg fiber drums. With strong domestic market presence and expanding export reach, we cater to major global destinations across the Americas, Europe, Asia, and Africa. Each order is processed with professional care, prioritizing quality, efficient shipping, and meeting diverse market demands.
FAQs of Paracetamol Chemical:
Q: How is Paracetamol Chemical typically used?
A: Paracetamol Chemical is primarily used as an antipyretic and analgesic, included in various pharmaceutical formulations to manage mild to moderate pain and reduce fever, both as tablets and syrups.
Q: What are the main benefits of procuring Paracetamol Chemical from your company?
A: By choosing our Paracetamol Chemical, you receive a cost-effective, high-purity product with dependable stability, masterful quality assurance, and flexible packaging to suit your operational needs.
Q: When does Paracetamol Chemical expire, and how should it be stored?
A: The product has a shelf life of 5 years when stored in a cool, dry, well-ventilated area away from incompatible substances, ensuring stable performance and safety.
Q: Where do you export your Paracetamol Chemical, and is sample availability ensured?
A: We export to multiple international and domestic markets, including Asia, Europe, Africa, and the Americas. Samples are readily available for evaluation upon request.
Q: What is your standard packaging for Paracetamol Chemical, and can it be tailored?
A: The standard packaging is a 25 kg fiber drum, but it can be tailored as per customer requirements to ensure safe transport and optimal storage in any market.